全国咨询热线
18039336686
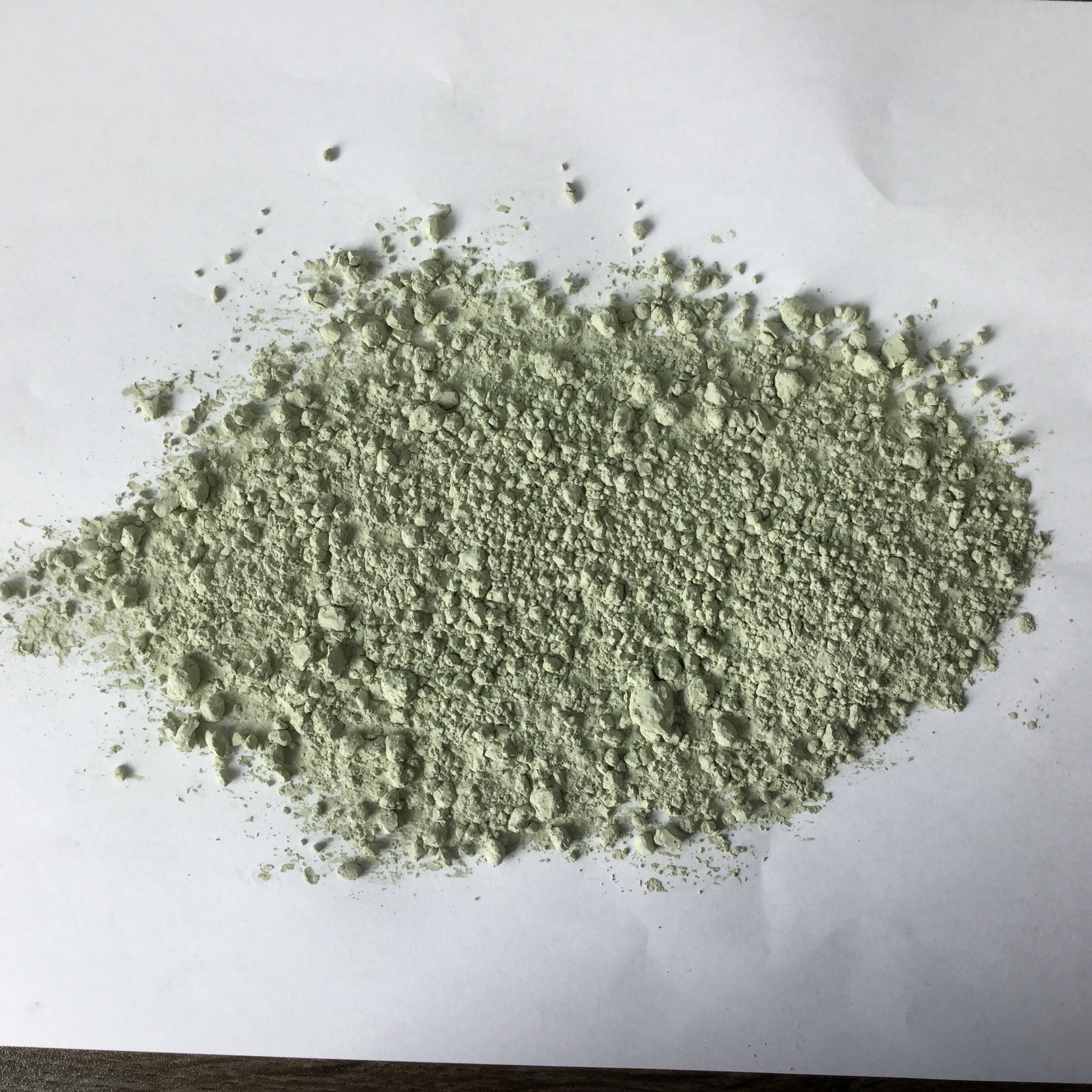
光学玻璃抛光用绿碳化硅微粉800# 20um
碳化硅铝基复合材料用绿碳化硅 绿碳 绿硅 金刚砂
保温材料遮光剂用绿碳化硅 绿碳 绿硅 金刚砂
碳纤维板涂料用黑碳 黑碳化硅1000 1500 2000
咨询热线0371-63211281
Copyright © 郑州市海旭磨料有限公司 版权所有 工厂地址:河南郑州荥阳市高村工业园 备案号:豫ICP备16034965号 网站地图